Why two plastics that look identical perform so differently — the answer lies in polymer architecture and processing, not just material cost.
Both gloves are built from Carbon and Hydrogen — the same basic elements. But the way those atoms are arranged, and the way the film is formed, produces materials with fundamentally different end-use performance. Understand this, and you’ll stop choosing gloves by price alone.
Polymer Structure and Molecular Architecture
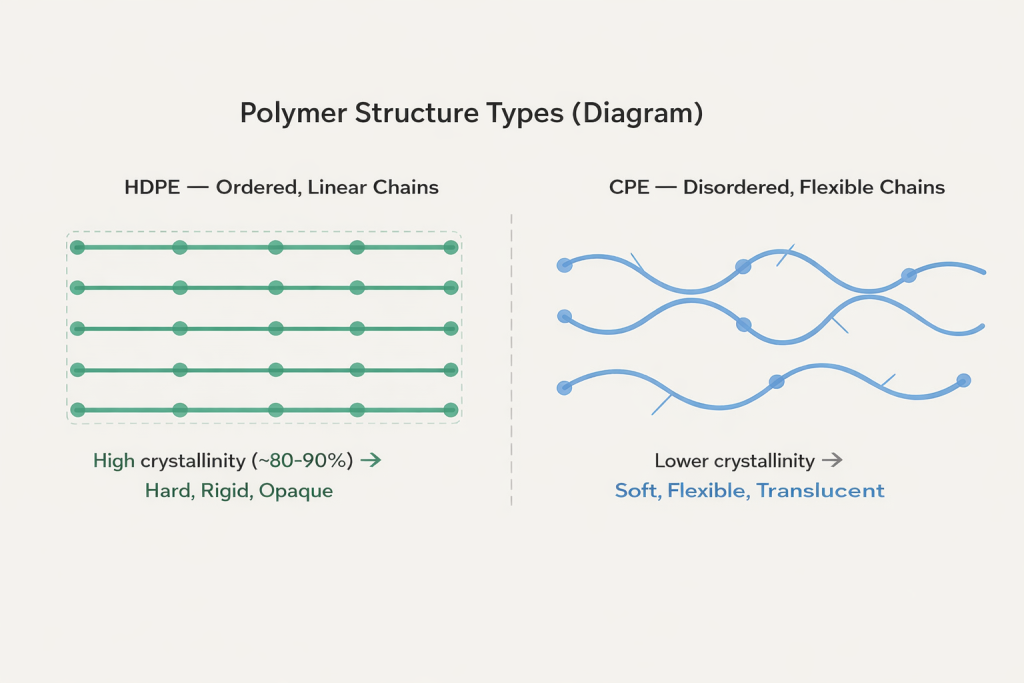
HDPE and the PE used in CPE gloves both belong to the Polyethylene family — long repeating chains of –(CH₂–CH₂)ₙ–. The critical difference is the degree of chain regularity and packing density, which determines whether the material feels stiff and crinkly or soft and stretchy.
HDPE: High-Density Polyethylene
HDPE has a density range of 0.941–0.965 g/cm³. Its polymer chains have very few side branches, allowing them to pack together tightly and form an ordered crystalline structure. This gives HDPE high tensile strength, good chemical resistance to mild substances, and a higher melting point than standard LDPE. The trade-off: it’s stiff and brittle under lateral or oblique stress.
CPE (Cast PE): LLDPE or Metallocene PE
What the market calls “CPE” or “Cast PE” gloves are typically produced from LLDPE (Linear Low-Density PE) or mPE (Metallocene PE). These resins have short, evenly distributed side branches along the chain. The resulting structural disorder lowers crystallinity significantly — the material stays soft, stretches without tearing, and transmits light cleanly.
Manufacturing: Blown Film vs Cast Extrusion
Even with the same base resin, the film-forming process is a second major determinant of final glove performance — often underestimated by buyers who focus only on raw material type.
Blown Film — How HDPE Gloves Are Made
Molten HDPE is extruded upward through an annular die, forming a continuous tubular “bubble.” Compressed air is injected inside the bubble to expand it radially. As the bubble rises and cools in ambient air, crystallization occurs gradually. The film is biaxially oriented to a degree, but because cooling is slow and uncontrolled, crystal size varies — which scatters light and creates the characteristic opaque appearance. Thickness uniformity is typically ±15–25%.
Cast Extrusion — How CPE Gloves Are Made
The PE resin (LLDPE or mPE) is melted and forced through a flat die onto a precision-temperature-controlled chill roll. Rapid, uniform quenching suppresses crystallization — the polymer chains don’t have time to align into large crystallites. The result: a film that is optically clear, dimensionally consistent (thickness uniformity ±5–10%), and retains the inherent flexibility of the resin.
Tensile Strength and Elongation
HDPE has higher tensile strength along its oriented axis — but when stress is applied in an oblique direction (as it inevitably is when stretching a glove over a hand), it fails via brittle fracture with little or no elongation beforehand. LLDPE in CPE gloves, by contrast, deforms elastically before rupturing, with elongation at break commonly exceeding 500%. In practical terms: HDPE tears suddenly; CPE stretches and signals before failing.
Coefficient of Friction (COF) and Donning Feel
HDPE film typically has a COF of 0.15–0.35, which sounds low — but the stiffness of the film means it resists conforming to the hand’s contours. The result feels friction-heavy even if the surface is slick. CPE films, being softer and more conformable, drape naturally over the hand and feel noticeably easier to don and doff, even at similar COF values. The noise difference (HDPE crinkles loudly; CPE is quiet) also matters in certain environments such as food service floors or clinical settings.
Barrier Properties: Grease, Water, and Chemicals
For food-contact and light-industrial applications, barrier performance is a specification that purchasing teams often overlook until a contamination issue surfaces.
Water Vapor Transmission Rate (WVTR)
Both materials resist moisture effectively, but HDPE holds a marginal edge in WVTR. Its denser crystalline structure forces water vapor molecules to take a longer tortuous path through the amorphous regions — the so-called “tortuosity effect.” For most food-handling applications this difference is negligible, but it matters in long-duration packaging tasks where gloves also act as a moisture barrier.
Oil and Grease Resistance
All PE grades offer moderate oil and grease resistance, sufficient for food contact. However, CPE made from mPE (Metallocene PE) benefits from highly uniform comonomer distribution across the entire film — no local thin spots, no density variation. This consistency means the barrier integrity is more predictable across every unit, compared to blown HDPE film where thickness variation can create localized weak points.
In-Depth Comparison Table
| Property | HDPE | CPE (Cast PE) |
|---|---|---|
| Raw material | High-density polyethylene | Cast / flexible PE |
| Manufacturing process | Blown film | Cast extrusion |
| Average thickness | 8–15 microns | 15–25 microns |
| Flexibility | Low — tears easily under tension | High — resists tearing under tension |
| Grease barrier | Moderate | Better |
| Water resistance | Excellent | Excellent |
| Mild chemical resistance | Adequate | Better |
| Fit on hand | Loose / poor conformability | Better fit |
| Unit price (approx.) | ~20–30% cheaper | Higher |
Selection Guide and Conclusion
Neither material is universally superior. The right choice depends entirely on what the glove needs to do.
Choose gloves based on the demands of the task, not the price per box. A glove that fails mid-task or compromises dexterity carries hidden costs that dwarf any unit-price saving.
Explore More Products
https://www.bagglove.com/products
International Sales
(+66) 2-108-2390
(+66) 95-583-3696
sales@bagglove.com
Domestic Sales
(66) 2-108-2390 ext. 104
LINE OA: @bagglove
sales.d@tna-thailand.com




